钢网架结构知识讲解
来源:海耀钢结构-http://www.haiyaoganggou.com时间:2024-08-08关注:
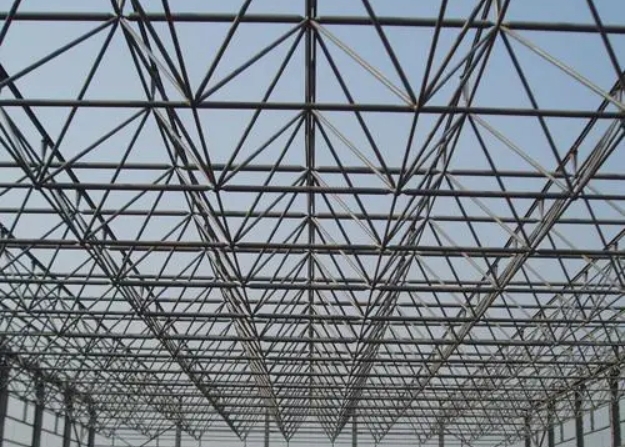
网架钢结构是由多根杆件一定的网格形式通过节点连结而成的空间结构。构成钢网架的基本单元有三角锥,三棱体,正方体,截头四角锥等,由这些基本单元可组合成平面形状的三边形,四边形,六边形,圆形或其他任何形体。具有空间受力、重量轻、刚度大、抗震性能好等优点;可用作体育馆、 影剧院、展览厅、候车厅、体育场看台雨篷、飞机库、双向大柱钢网架结构距车间等建筑的屋盖。
钢结构公司-钢网架分类
可分为双层的板型网架结构、单层和双层的壳型网架结构。板型网架和双层壳型网架的杆件分为上弦杆、网架下弦杆和腹杆,主要承受拉力和压力;单层壳型网架的杆件,除承受拉力和压力外,还承受弯矩及切力。目前中国的网架结构绝大部分采用板型网架结构。
主要分三类:第一类是由平面桁架系组成,有两向正交正放网架、两向正交斜放网架、两向斜交斜放网架及三向网架四种形式;第二类由四角锥体单元组成,有正放四角锥网架、正放抽空四角锥网架、斜放四角锥网架、棋盘形四角锥网架及星形四角锥网架五种形式;第三类由三角锥体单元组成,有三角锥网架、抽空三角锥网架及蜂窝形三角锥网架三种形式。壳型网架结构按壳面形式分主要有柱面壳型网架、球面壳型网架及双曲抛物面壳型网架。网架结构按所用材料分有钢网架、钢筋混凝土网架以及钢与钢筋混凝土组成的组合网架,其中以钢网架用得较多。